Eloksallama, alüminyum ve titanyum gibi metallerle çalışırken kusursuz bir yüzey elde etmenin son aşaması olduğu için üretimde önemlidir. Eloksallama, CNC işlemede yüzey kalitesi için kullanılır ve ürünlerin genel işlevselliğine ve uzun ömürlülüğüne katkıda bulunur.
Bu makalede, anodize işleminin başından sonuna kadar olan süreci ve çeşitli uygulamalarda nasıl çalıştığı açıklanmaktadır.
Eloksal Nedir?

Anodizasyon, metal yüzeyini anodik oksit kaplamaya dönüştüren bir elektrokimyasal işlemdir. Bu işlem, metal parçaların yüzeyindeki doğal oksit tabakasının kalınlığını artırarak gelişmiş korozyon direnci, aşınma direnci ve estetik görünüm sağlar.
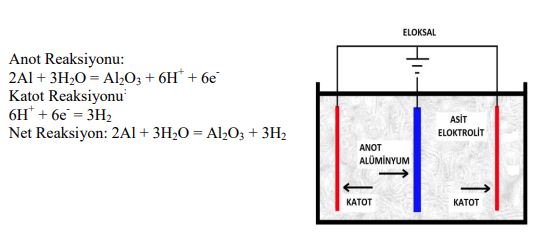
İşlem, metalin bir elektrolit banyosuna daldırılması ve içinden elektrik akımı geçirilmesiyle gerçekleşir, bunun sonucunda oksit kaplama oluşur.
Anodizasyon öncelikle alüminyum için kullanılır, ancak titanyum ve magnezyum gibi diğer metallere de uygulanabilir. Bu teknik, dayanıklılık ve görsel çekiciliğin kritik olduğu endüstrilerde olmazsa olmazdır.
Eloksal Ne Zaman İcat Edildi?
Anodizasyon ilk olarak 1923 yılında Duralumin deniz uçağı parçalarını korozyondan korumak için endüstriyel ölçekte kullanıldı. Bengough-Stuart işlemi olarak bilinen bu erken yöntem, kromik asit anodizasyonunu kullanıyordu ve metal kaplama teknolojisinde önemli bir ilerlemeydi.
Süreç, havacılık endüstrisi için kritik bir gereklilik olan alüminyum parçaların korozyon direncini artırmak için özel olarak tasarlanmıştır. İngiliz savunma spesifikasyonu DEF STAN 03-24/3’te belgelenen bu teknik, yüzey işlemenin pratik ve etkili bir yolu olarak anodizasyonun başlangıcını işaret etti.
Eloksal kaplama, yıllar geçtikçe çeşitli yöntem ve uygulamaları kapsayacak şekilde gelişerek, dayanıklı ve dekoratif yüzeyler talep eden üretim sektörlerinin temel taşı haline gelmiştir.
Eloksal Nasıl Çalışır?
Eloksallama, metal parçanın genellikle sülfürik asit veya kromik asit içeren bir elektrolit banyosuna daldırılmasını içerir.
Daha sonra banyodan elektrik akımı geçirilir ve metal anot görevi görür.
Bu, oksijen iyonlarının metalin yüzeyine göç etmesine ve burada reaksiyona girerek daha kalın bir oksit tabakası oluşturmasına neden olur.
Bu oksit tabakası korozyon ve aşınma direncini artırır ve çeşitli renk yüzeyleri elde etmek için boyanabilir.
Eloksal işlemi, metal yüzeyin iyice temizlenmesi ve ön işlemden geçirilerek kirleticilerin giderilmesi ve homojen bir kaplama sağlanmasıyla başlar.
Temizlendikten sonra metal, elektrokimyasal reaksiyonun gerçekleştiği elektrolit banyosuna daldırılır. Kullanılan elektrolit türü ve akım yoğunluğu ve sıcaklık gibi belirli anodizasyon parametreleri, ortaya çıkan oksit tabakasının özelliklerini belirler.
Örneğin, tip II sülfürik asit anodizasyonu genellikle iyi korozyon direnci ve renkli kaplamalar uygulama yeteneği gerektiren uygulamalar için kullanılır. Buna karşılık, tip III sert kaplama anodizasyonu yüksek aşınma uygulamaları için uygun çok daha kalın ve daha dayanıklı bir oksit tabakası üretir.
Eloksal İşleminin Başlıca Aşamaları Nelerdir?
Her aşamanın önemini anlayarak, eloksal işleminin projelerinizin özel ihtiyaçlarını karşılamasını sağlayabilir, metal parçaların hem performansını hem de görünümünü iyileştirebilirsiniz.
Daha detaylı inceleyelim:
Temizlik ve Ön İşlem
İlk aşama, eloksal kaplamanın kalitesini etkileyebilecek tüm kirleticileri, yağları veya kirleticileri gidermek için metal yüzeyini iyice temizlemeyi içerir. Bu aşama genellikle deterjanlar ve alkali solüsyonlar kullanılarak bir dizi temizleme adımını ve ardından suyla durulamayı içerir.
Eloksallama
Bu aşamada, temizlenen metal parça sülfürik asit veya kromik asit içeren bir elektrolit banyosuna daldırılır. Bir elektrik akımı uygulanır ve metalin yüzeyi oksitlenir ve bir alüminyum oksit tabakası oluşur. Bu oksit tabakasının kalınlığı ve özellikleri, anodizasyon süresi, sıcaklık ve akım yoğunluğu ayarlanarak kontrol edilebilir.
Renklendirme (Opsiyonel)
Belirli estetik gerektiren uygulamalar için, eloksallı parçalar daldırma renklendirmesine tabi tutulabilir. Bu, parçaları gözenekli oksit tabakasına nüfuz eden bir boya çözeltisine daldırmayı içerir ve metalin görünümünü geliştirmek için çeşitli renk seçeneklerine olanak tanır.
Mühürleme
Sızdırmazlık, oksit tabakasının gözeneklerini kapatmak ve eloksal kaplamanın korozyon direncini artırmak için önemli bir adımdır. Bu adım farklı yöntemler içerir:
- Sıcak DI Sızdırmazlık (H4) : Bu yöntem, anodize parçaların 96-100°C’ye kadar ısıtılmış deiyonize suya daldırılmasını içerir. Yüksek sıcaklık oksit tabakasını nemlendirir, şişmesine ve gözenekleri etkili bir şekilde kapatmasına neden olur.
- Orta Sıcaklık Sızdırmazlığı (H4) : Bu işlem, 60-80°C arasındaki sıcaklıklarda nikel asetat çözeltileri kullanır. Etkinlik ve enerji tüketimi arasında bir denge sunarak aşırı ısı olmadan iyi bir korozyon koruması sağlar.
- Soğuk Sıcaklık Sızdırmazlığı (H4) : Soğuk sızdırmazlık, oksit tabakasını sızdırmaz hale getirmek için kobalt tuzları gibi katkı maddeleriyle birlikte genellikle 20-30°C’de düşük sıcaklık çözeltilerini kullanır. Bu yöntem enerji açısından verimlidir ve sıcaklığa duyarlı parçalar için uygundur.
Durulama ve Kurutma
Sızdırmazlık işleminden sonra, parçalar kalan kimyasalları gidermek için iyice durulanır ve anodizasyon işlemini tamamlamak için kurutulur. Uygun durulama, anodize edilmiş yüzeyin kalitesini etkileyen hiçbir kalıntının olmamasını sağlar.
Etkili Eloksal İçin Hangi Ön İşlemler Gereklidir?

Yüksek kaliteli bir eloksal kaplama sağlamak için ön işlemler esastır. Bu adımlar, metalin yüzeyini eloksal işlemi için hazırlamaya yardımcı olur ve oksit tabakasının düzgünlüğünü ve yapışmasını sağlar. Dikkat etmeniz gerekenler şunlardır:
- Temizlik : Anodize etmeden önce, metal yüzey kir, gres veya kalıntıları gidermek için iyice temizlenmelidir. Bu genellikle alkali bir deterjan veya çözücü ile yapılır ve metalin anodize işlemine müdahale edebilecek kirleticilerden arındırıldığından emin olunur.
- Aşındırma : Metal genellikle düzgün bir mat yüzey oluşturmak ve yüzeydeki düzensizlikleri gidermek için aşındırılır. Bu adım, metalin dış tabakasını hafifçe eriten ve anodize için taze bir yüzey sağlayan bir sodyum hidroksit çözeltisi kullanır.
- Kirden arındırma : Aşındırma işleminden sonra, kirden arındırma metal üzerinde kalan kir veya oksit kalıntılarını temizler. Bu genellikle nitrik asit gibi asidik bir solüsyon kullanılarak yapılır ve bu da yüzeyin temizlenmesine ve anodize işleminin etkinliğinin artırılmasına yardımcı olur.
Eloksal İşleminden Sonra Nasıl Temizlenir?
Eloksal işlemi tamamlandıktan sonra, oksit tabakasının bütünlüğünü korumak için eloksallı parçaların düzgün bir şekilde temizlenmesi çok önemlidir. Eloksallı yüzeylerin etkili bir şekilde nasıl temizleneceği aşağıda açıklanmıştır:
- Durulama : Anodizasyondan hemen sonra, parçalar anodizasyon banyosundan kalan asit veya kimyasalları gidermek için deiyonize su ile durulanmalıdır. Bu adım, oksit kaplamayı etkileyebilecek istenmeyen kimyasal reaksiyonları önler.
- Nötralizasyon : Bazı işlemler pH seviyelerini dengelemek için yüzeyin nötrleştirilmesini gerektirebilir. Bu, oksit tabakasını stabilize etmeye ve korozyonu önlemeye yardımcı olan bir nötrleştirme solüsyonuna anodize edilmiş parçaların daldırılmasını içerir.
- Sızdırmazlık : Son adım olarak, eloksallı parçaların sızdırmazlığı oksit tabakasının gözeneklerinin kapanmasına yardımcı olarak korozyon direncini artırır. Uygulamaya bağlı olarak, bu sıcak DI sızdırmazlığı, nikel asetatla orta sıcaklıkta sızdırmazlığı veya soğuk sıcaklıkta sızdırmazlığı içerebilir.
- Kurutma : Sızdırmazlık işleminden sonra parçalar hava veya yumuşak bir bezle kurutularak su lekeleri veya izleri önlenir, temiz ve bitmiş bir görünüm sağlanır.
Eloksal Kaplamanın Farklı Türleri Nelerdir?
Her biri uygulamanın gereksinimlerine göre farklı özellikler ve faydalar sunan çeşitli anodizasyon işlemleri türleri vardır. En yaygın türler arasında kromik asit anodizasyonu (Tip I), sülfürik asit anodizasyonu (Tip II) ve sert kaplama anodizasyonu (Tip III) bulunur.
Tip I: Kromik Asit Anodizasyon
Tip I olarak bilinen kromik asit anodizasyonu, ince ancak etkili bir oksit tabakası gerektiğinde kullanılır. Bu yöntem, tipik kalınlığı 0,00002 ila 0,0001 inç arasında değişen ana anodizasyon tipleri arasında en ince oksit kaplamayı üretir. İşlem, koruyucu bir alüminyum oksit tabakası oluşturmak için metal yüzeye nüfuz eden bir kromik asit çözeltisinin kullanılmasını içerir. Bu tür anodizasyon, metal parçanın boyutlarını önemli ölçüde değiştirmeden mükemmel korozyon direnci sunar ve bu da onu hassas bileşenler için ideal hale getirir.
Kromik asit anodize işlemi, sıkı toleransların ve minimum yüzey değişikliğinin önemli olduğu uygulamalar için özellikle faydalıdır. Bu, parçaların orijinal boyutlarının korunmasının performans ve güvenlik açısından hayati önem taşıdığı havacılık endüstrisinde popüler bir seçim olmasını sağlar.
Tip II: Sülfürik Asit Anodizasyonu
Tip II sülfürik asit anodizasyonu, çok yönlülüğü ve maliyet etkinliği nedeniyle en yaygın kullanılan anodizasyon işlemidir. Bu yöntemle üretilen filmler 0,0002 ila 0,001 inç arasında bir kalınlığa sahiptir ve korozyon direnci ile estetik çekicilik arasında bir denge sağlar.
Sülfürik asit anodizasyonu, metalin sülfürik asit içeren bir elektrolit banyosuna daldırılmasıyla gerçekleştirilir; burada elektrik akımı alüminyum oksit tabakasının oluşumunu kolaylaştırır.
Tip III: Sert Kaplama Anodizasyonu
Tip III, sert kaplama anodizasyonu olarak bilinir ve metal yüzeyinde yoğun ve kalın bir oksit tabakası üretir. Bu tür anodizasyon, sülfürik asit elektrolit banyosu kullanılarak elde edilir ve özellikle yüksek aşınma direnci gerektiğinde faydalıdır. Sert kaplama anodizasyonu sırasında oluşan oksit tabakası tipik olarak 0,0005 ila 0,002 inç kalınlığındadır ve mükemmel aşınma direnci sağlar.
Sert kaplamalı eloksal işlemi, parçaların üstün dayanıklılık gerektirdiği havacılık ve askeri uygulamalar gibi aşırı koşullara maruz kalan bileşenler için idealdir. Bu işlem yalnızca yüzey sertliğini artırmakla kalmaz, aynı zamanda sağlam bir alüminyum oksit tabakası oluşturarak korozyon korumasını da geliştirir.
Tip IC: Borik-Sülfürik Asit Anodizasyonu
IC tipi veya borik-sülfürik asit anodizasyonu, geleneksel kromik asit anodizasyonuna azaltılmış çevresel etkiyle bir alternatif sunar. Bu yöntem, toksik altı değerlikli krom kullanılmadan karşılaştırılabilir korozyon direnci sunan bir oksit tabakası oluşturmak için borik-sülfürik asit elektrolitini kullanır. Ortaya çıkan alüminyum oksit tabakası, metalin yüzeyini çevresel faktörlere karşı korumada etkilidir.
Borik-sülfürik asit anodizasyonu, çevre düzenlemelerinin daha az tehlikeli bir anodizasyon işlemi gerektirdiği uygulamalar için uygundur. Kromik asit anodizasyonuna benzer koruma ve yüzey kalitesi sağlar ancak daha az çevresel endişeye sahiptir.
Tip IIB: İnce Film Sülfürik Asit Anodizasyon
Tip IIB veya ince film sülfürik asit anodizasyonu, geleneksel Tip II sülfürik asit anodizasyonuna kıyasla nispeten ince bir oksit tabakası üretir. Bu tip anodizasyon tipik olarak 0,0001 ila 0,0004 inç arasında değişen bir film kalınlığıyla sonuçlanır ve koruyucu nitelikler ile boyutsal kararlılık arasında bir denge sağlar. İşlem, alüminyum parçaların bir sülfürik asit elektrolit banyosuna daldırılmasını içerir ve burada bir elektrik akımı alüminyum oksit tabakasının oluşumunu kolaylaştırır.
İnce film sülfürik asit anodizasyonu, gelişmiş korozyon direnci sunarken minimal boyut değişiklikleri gerektiren uygulamalar için idealdir. Daha ince oksit tabakası daha sıkı toleranslara izin vererek, orijinal boyutların korunmasının önemli olduğu hassas bileşenler için uygun hale getirir.
Eloksal Kaplamanın Parametreleri ve Özellikleri Nelerdir?

Elektrolit bileşimi, sıcaklık, akım yoğunluğu ve zaman dahil olmak üzere dört ana parametre anodizasyon işlemini etkiler. Bu faktörler, elde edilen anodize kaplamanın kalınlığı, sertliği ve rengi gibi özelliklerini belirler.
- Elektrolit Bileşimi : Elektrolit banyosunda kullanılan asit türü, örneğin sülfürik veya kromik asit, oksit tabakasının özelliklerini etkiler. Örneğin, tip II sülfürik asit anodizasyonu genel amaçlar için yaygın olarak kullanılırken, kromik asit anodizasyonu daha ince bir tabaka gerektiren uygulamalar için seçilir.
- Sıcaklık : Elektrolit banyosunun sıcaklığı, anodizasyon işleminin hızını etkiler. Daha düşük sıcaklıklar genellikle daha sert ve aşınmaya karşı daha dayanıklı bir kaplama üretirken, daha yüksek sıcaklıklar oksit tabakasının gözenekliliğini artırabilir.
- Akım Yoğunluğu : İşlem sırasında uygulanan elektrik akımı miktarı oksit tabakasının büyüme hızını ve düzgünlüğünü etkiler. Daha yüksek akım yoğunlukları daha hızlı kaplama oluşumuna yol açabilir ancak aynı zamanda yüzey pürüzlülüğünü de artırabilir.
- Zaman : Anodizasyon işleminin süresi oksit tabakasının kalınlığını belirler. Daha uzun anodizasyon süreleri daha kalın kaplamalarla sonuçlanır, bu da korozyon direncini ve aşınma direncini artırır.
Eloksallı metallerde dikkat edilmesi gereken bazı özellikler şunlardır;
- Sertlik : Eloksal kaplamalar alüminyum parçaların yüzey sertliğini önemli ölçüde artırır. Tip III eloksal veya sert kaplama eloksal, safir ile karşılaştırılabilir bir sertliğe sahip kaplamalar üretir ve bunları yüksek aşınma uygulamaları için uygun hale getirir.
- Renk : Eloksallı yüzeyler, gözenekli oksit tabakasına pigmentler sokularak çeşitli renklere boyanabilir. Bu, kaplamanın koruyucu niteliklerini korurken dekoratif yüzeyler elde edilmesini sağlar.
- Gözeneklilik : Oksit tabakasının gözenekliliği, kaplamanın boyaları ve sızdırmazlık maddelerini emme yeteneğini etkiler. Uygun sızdırmazlık, gözenekliliği azaltır ve korozyon direncini artırır.
- Kalınlık : Eloksal tabakasının kalınlığı, eloksal türüne ve işlem parametrelerine bağlı olarak değişir. Tip II kaplamalar genellikle 0,0002 ila 0,001 inç arasında değişirken, tip III kaplamalar 0,002 inçe kadar ulaşabilir.
- Korozyon Direnci : Eloksallı alüminyum, oksidasyonu önleyen bir bariyer oluşturarak üstün korozyon koruması sunar. Oksit tabakası, parçanın ömrünü uzatan koruyucu bir kalkan görevi görür.
- Biyouyumluluk : Eloksallı alüminyum biyouyumludur ve bu da onu tıbbi ve gıda endüstrisi uygulamaları için uygun hale getirir. Oksit tabakasının inert yapısı, eloksallı yüzeylerin canlı dokular ve sarf malzemeleriyle temas için güvenli olmasını sağlar.
Bir Şeyin Eloksallı Olduğu Nasıl Anlaşılır?
Eloksallı bir yüzeyi tanımlamak için, tutarlı bir renge sahip tekdüze mat bir yüzey arayın. Eloksallı alüminyum genellikle metalik bir parlaklığa sahiptir ve daldırma renklendirmesiyle elde edilen bir dizi renk gösterebilir. Ek olarak, eloksallı parçaların yüzeyi genellikle eloksalsız alüminyumdan daha serttir ve çizilmeye karşı daha dirençlidir. Tutarlı ve pürüzsüz bir oksit tabakasının varlığı, başarılı bir eloksallama işlemini gösterir.
Eloksal Kaplamanın Ömrü Ne Kadardır?
Eloksallı yüzeyler dayanıklılıkları ve uzun ömürleriyle bilinir. Eloksallı bir kaplamanın ömrü kalınlığına ve çevre koşullarına bağlıdır. Örneğin, Tip III sert kaplama eloksallama üstün aşınma direnci sağlar ve zorlu koşullarda bile onlarca yıl dayanabilir. Koruyucu oksit tabakası korozyona ve aşınmaya karşı etkili bir şekilde koruma sağlayarak alttaki metal yüzeyin zamanla sağlam kalmasını sağlar.
Hangi Metaller Eloksallanabilir?
Eloksal kaplama, eloksal işlemiyle uyumluluğu ve elde edilen faydalı özellikleri nedeniyle öncelikle alüminyumla ilişkilendirilir.
En sık eloksallanan beş metal şunlardır:
- Alüminyum ve Alüminyum Alaşımları : Bu metaller, korozyon direncini ve aşınma direncini artıran dayanıklı bir alüminyum oksit tabakası oluşturarak anodize etmek için idealdir. İşlem ayrıca çeşitli renk kaplamalarına olanak tanır ve alüminyum parçaların görünümünü ve ömrünü iyileştirir.
- Titanyum : Titanyumun anodize edilmesi, korozyon direncini artırır ve boyalara gerek kalmadan geniş bir renk yelpazesine sahip olmasına olanak tanır; bu da onu mücevher ve tıbbi endüstrilerde popüler hale getirir.
- Magnezyum : Daha az yaygın olmakla birlikte, korozyon direncini ve yüzey sertliğini artırmak için magnezyuma eloksal uygulanabilir.
- Çinko : Çinkonun eloksallanması, korozyon direnci ve yüzey kalitesi de dahil olmak üzere yüzey özelliklerini iyileştirir.
- Tantal : Özel uygulamalarda kullanılan tantalın eloksallanması, aşınma direncini ve biyouyumluluğunu artırarak tıbbi implantlar için uygun hale getirir.
Farklı Metallerin Anodize Edilmesinde Dikkat Edilmesi Gereken Özel Hususlar Nelerdir?
Her metal, anodize sürecinde benzersiz zorluklar ve fırsatlar sunar. İşte bazı özel hususlar:
- Alüminyum : Alüminyum alaşımının türü, anodizasyon sonucunu önemli ölçüde etkiler. Yüksek saflıktaki alüminyum alaşımları genellikle en iyi sonuçları verir ve gelişmiş korozyon direncine sahip daha kalın bir oksit tabakası oluşturur. Alüminyum anodize edilirken, safsızlıkların varlığı oksit kaplamanın rengini ve kıvamını etkileyebilir.
- Titanyum : Titanyum eloksallama boyalar kullanmaz, bunun yerine farklı renkler üretmek için oksit tabakasının kalınlığını değiştirmeye dayanır. Genellikle estetik amaçlarla kullanılan bu teknik, metalin biyouyumluluğundan ödün vermeden çeşitli tonlar elde edilmesini sağlar.
- Magnezyum : Magnezyumun anodize edilmesi, reaktif yapısı nedeniyle özel bakım gerektirir. Metali zayıflatabilecek aşırı oksidasyondan kaçınmak için uygun elektrolit çözeltileri kullanmak ve işlem parametrelerini kontrol etmek çok önemlidir.
- Çinko : Çinkonun eloksallanması daha az yaygındır ve çinkonun doğal kararsızlığının zayıf yapışmaya veya yüzey kusurlarına neden olmasını önlemek için işlem dikkatlice kontrol edilmelidir.
- Tantal : Tantalın anodize edilmesi çoğunlukla elektronik ve tıbbi uygulamalarda kullanılır. Anodize etme işlemi, optimum elektriksel ve mekanik özellikleri sağlamak için oksit tabakasının kalınlığının hassas kontrolünü dikkate almalıdır.
Hangi Metaller Anodize Edilemez?
Bazı metaller kimyasal ve fiziksel özellikleri nedeniyle anodizasyon işleminden geçemezler. Bu metaller arasında demir , bakır , pirinç ve karbon çeliği bulunur . Bunun nedeni, anodizasyon yoluyla kararlı ve dayanıklı bir oksit tabakası oluşturamamalarıdır.
Anodize işlemi, bu metallerin koruyucu bir bariyer oluşturmaktan ziyade hızla paslanma veya aşınma eğilimleri nedeniyle elde edilemeyen kontrollü bir oksit kaplamanın oluşturulmasına dayanır . Bu, anodizasyonun korozyon dirençlerini veya aşınma dirençlerini artırmak için uygunsuz hale getirir.
Paslanmaz Çelik Eloksal Kaplama Yapılırsa Ne Olur?
Paslanmaz çeliğin anodize edilmesi tipik bir uygulama değildir çünkü paslanmaz çelik doğal olarak onu korozyondan koruyan bir pasifleştirme tabakası oluşturur. Paslanmaz çeliği anodize etme girişimleri düzensiz ve istenmeyen oksit kaplamalarla sonuçlanabilir. Kromik asit anodize etme veya sülfürik asit anodize etme işlemleri paslanmaz çeliğin doğal korozyon direncini artırmak yerine düşürebilir.
Ayrıca, paslanmaz çeliğin eloksal kaplanması, alüminyumda olduğu gibi yüzey kalitesini veya renk kabiliyetlerini önemli ölçüde iyileştirmez ve bu da işlemin bu malzeme için büyük ölçüde etkisiz olmasına neden olur.
Eloksal İşleminde Hangi Makine ve Sarf Malzemeleri Gereklidir?

Eloksallama işlemini başarıyla gerçekleştirmek için belirli bir makine ve sarf malzemesi seti gereklidir. Bu araçlar, alüminyum gibi metallerde istenen oksit tabakasını oluşturmak , korozyon direncini ve aşınma direncini artırmak için gereklidir .
Etkili bir eloksal işlemi için gerekli ekipman ve malzemelerin kapsamlı bir listesi aşağıdadır:
- Eloksal Tankı : Eloksal işleminin gerçekleştiği elektrolit banyosunu tutar.
- DC Güç Kaynağı : Elektrokimyasal proses için gerekli akımı sağlar.
- Doğrultucu : Sabit bir akım sağlamak için AC gücünü DC gücüne dönüştürür.
- Soğutma Sistemi : Elektrolit çözeltisinin doğru sıcaklıkta kalmasını sağlar.
- Karıştırma Ekipmanı : Çözeltinin parçalar üzerinde eşit şekilde dağılmasını sağlar.
- Raflar veya Bağlantı Elemanları : İşlem sırasında parçaları güvenli bir şekilde yerinde tutar.
- Katotlar : Kurşun veya paslanmaz çelikten yapılırlar, elektrik devresini tamamlarlar.
- Havalandırma Sistemi : Eloksal işlemi sırasında oluşan dumanı uzaklaştırır.
- Kimyasal Pompalar ve Borulama : Çözeltilerin hareketini ve karıştırılmasını kolaylaştırır.
- Isıtma Ekipmanları : Belirli işlemler için çözeltiyi istenilen sıcaklığa ısıtır.
- pH Metre ve Termometreler : Çözeltinin asitliğini ve sıcaklığını izlemek için kullanılır.
- Kişisel Koruyucu Donanım (KKD) : Çalışanları kimyasallardan ve elektrik tehlikelerinden koruyarak güvenliği sağlar.
Eloksalda Hangi Kimyasallar Kullanılır?
Anodizasyon, metal yüzeyinde bir oksit tabakası oluşturmak için birkaç temel kimyasala dayanır. En yaygın kimyasal , korozyon direncini ve aşınma direncini artıran dayanıklı bir oksit kaplama oluşturmak için tip II anodizasyonda kullanılan sülfürik asittir .
Tip I anodizasyon için, daha ince ancak oldukça koruyucu bir tabaka oluşturan kromik asit kullanılır. Fosforik asit genellikle yüzeyin temizlenmesi ve hazırlanması için kullanılır.
İşlem sırasında, elektrolit banyosundaki oksijen iyonları alüminyum iyonlarıyla etkileşime girerek kalın bir alüminyum oksit tabakasının oluşmasına neden olur. Bu elektrokimyasal işlem, katkı maddeleri ve boyalar aracılığıyla çeşitli renk yüzeyleri oluşturmak üzere ayarlanabilir ve bu da onu tüketici ürünleri ve endüstriyel uygulamalar için uygun hale getirir.
Eloksal İçin En İyi Asit Hangisidir?
Sülfürik asit, çok yönlülüğü ve etkinliği nedeniyle anodizasyon için en iyi asit olarak kabul edilir. Genellikle tip II sülfürik asit anodizasyonunda kullanılır ve burada mükemmel korozyon koruması sağlar ve yüzey sertliğini artırır. İşlem, hem işlevsel hem de dekoratif uygulamalar için uygun olan tutarlı ve dayanıklı bir oksit kaplama oluşturur ve kalınlık ve dayanıklılık arasında iyi bir denge sunar.
Eloksal Kaplamada Hangi Boyalar Kullanılır?
Anodize için kullanılan yaygın boyalar arasında sarı ve turuncu tonlar için azo boyaları, mavi ve yeşiller için antrakinon ve kırmızılar için kinakridon bulunur. Boya seçimi, rengin son görünümünü ve ışık haslığını etkiler. Bu boyalar genellikle organiktir ve gözenekli alüminyum oksit tabakasına nüfuz etmek için anodize banyosunda çözülebilir.
Boyama adımı, anodizasyon işleminden sonra ve sızdırmazlık aşamasından önce gerçekleşir ve rengin oksit tabakasına etkili bir şekilde nüfuz etmesini sağlar. Bu yöntem, hem estetik çekicilik hem de işlevsel dayanıklılık gerektiren tüketici ürünleri için uygundur.
Eloksal Kaplamanın Faydaları Nelerdir?
Anodizasyon, metal yüzeylerin performansını ve görünümünü artıran çeşitli avantajlar sunar. Bu işlem dayanıklılığı artırır ve estetik çekicilik katar.
- Korozyon Direnci : Eloksal, metali çevresel etkenlerden koruyan koruyucu bir alüminyum oksit tabakası oluşturur.
- Aşınma Direnci : Oksit tabakası metalin yüzey sertliğini artırarak aşınma ve yıpranmayı azaltır.
- Renk Sonlandırmaları : Oksit tabakasına nüfuz eden boyalarla canlı, kalıcı renkler elde edebilirsiniz.
- Toksik Olmama : Eloksal kaplamalar toksik değildir ve tüketici ürünleri için güvenlidir.
- Bakım : Yüzeyler minimum bakım ve temizlik gerektirir.
Eloksal Kaplamanın Sınırlamaları Nelerdir?
Avantajlarına rağmen, anodizasyonun dikkate almanız gereken bazı sınırlamaları vardır. İşlem öncelikle alüminyum ve birkaç başka metal için uygundur ve bu da uygulamasını kısıtlar.
Anodizasyon, işlem sırasında eklenen film kalınlığı nedeniyle hafif boyutsal değişikliklere yol açabilir. Bu değişiklik, sıkı toleranslar gerektiren parçaları etkileyebilir.
İlk kurulum ve eloksal tankı maliyetleri yüksek olabilir ve bu durum küçük ölçekli operasyonlarda genel giderleri etkiler.
Ek olarak, anodizasyon korozyon direncini artırırken, ek yüzey işlemleri olmadan yüksek derecede aşındırıcı ortamlar için yeterli olmayabilir. Bu sınırlamaları anlamak, anodizasyonun ihtiyaçlarınız için en iyi seçenek olup olmadığına karar vermenize yardımcı olur.
Eloksal Kaplamanın Uygulamaları Nelerdir?
Anodizasyon, mimari, otomotiv ve havacılık uygulamalarında yaygın olarak kullanılır. Çok yönlülüğü, korozyon direnci ve estetik çekicilik gibi temel faydalar sağlayarak çok sayıda endüstriye uzanır.
- Havacılık : Uçak parçaları için hafif bir koruyucu kaplama sağlar.
- Otomotiv : Otomobil bileşenlerinde dayanıklılığı ve görünümü artırır.
- Tüketici Elektroniği : Koruyucu ve dekoratif bir görünüm sunar.
- İnşaat : Bina cephelerinde estetik ve hava koşullarına dayanıklılık amacıyla kullanılır.
- Tıbbi Cihazlar : Aletler için biyouyumlu bir yüzey sağlar.
- Savunma : Ekipmanları zorlu çevre koşullarından korur.
Eloksallama, CNC işleme hizmetlerinde popüler bir yüzey kaplama seçeneğidir. Özel talep üzerine CNC işleme hizmetleri sağlayıcısı olan 3ERP gibi talep üzerine ve düşük hacimli üreticiler , 0,002 mm ila 0,04 mm kalınlık ve özel renkler için üstün yüzey kaplamaları için eloksallama kullanarak hızlı prototipleme, küçük parti işleme ve yüksek hacimli üretim sunar.
Parçaları Eloksal Kaplamadan Önce Neleri Bilmelisiniz?

Parçaları anodize etmeye hazırlanırken, optimum sonuçları garantilemek için birkaç önemli faktör dikkate alınmalıdır:
- Malzeme Seçimi : Sadece alüminyum ve titanyum gibi belirli metaller eloksal kaplamaya uygundur.
- Tasarım Hususları : Parçanın geometrisi oksit tabakasının ne kadar eşit bir şekilde oluşacağını etkiler.
- Yüzey Hazırlığı : Yapışma için uygun temizlik ve yüzey işlemi çok önemlidir.
- Kalınlık Gereksinimleri : Oksit tabakasının istenilen kalınlığını belirleyin.
- Renk Seçenekleri : Estetik amaçlı boyaları tercih edebilirsiniz.
- Çevresel Koşullar : Zorlu koşullara maruz kalma ve korozyon korumasına ihtiyaç olup olmadığını göz önünde bulundurun.
Bir Metalin Uygun Şekilde Eloksallı Olup Olmadığını Nasıl Anlarsınız?
Uygun şekilde eloksallanmış bir metali tanımlamak, birkaç temel özelliği incelemeyi gerektirir. İlk olarak, renk düzgünlüğü çok önemlidir, çünkü düzgün bir renk tutarlı bir eloksallama işlemini gösterir. Yüzey kaplaması pürüzsüz olmalı ve herhangi bir leke veya çizgiden arındırılmış olmalıdır.
Uygun şekilde eloksallanmış metaller, yüzeydeki çizilme ve aşınma riskini azaltarak gelişmiş aşınma direnci sergiler. Eloksallama işlemi sırasında oluşan oksit tabakası, alttaki metali oksidasyondan ve aşınmadan koruyarak etkili bir korozyon direnci sağlar.
Çizik testi, eloksal tabakasının dayanıklılığını daha da doğrulayabilir ve dökülme veya kırılma olmadan fiziksel darbeye dayanma yeteneğini gösterebilir.
Son olarak, eloksallı metaller, oksit kaplamanın istenen kalınlık aralığında olmasını ve gerekli korumayı sağlamasını garanti eden MIL-A-8625 gibi belirli endüstri standartlarını karşılamalıdır.
Eloksal Kaplamanın Kalitesini Hangi Testler Doğrulayabilir?
Anodizasyonun kalitesinin doğrulanması, oksit tabakasının dayanıklılığını ve performansını değerlendirmek üzere tasarlanmış özel testler gerektirir.
- Sertlik Testi : Aşınma direncini sağlamak için yüzey sertliğini ölçer.
- Aşınma Direnci Testi : Eloksallı yüzeyin aşınma ve yıpranmaya karşı dayanıklılığını değerlendirir.
- Korozyon Direnci Testi : Eloksal tabakasının çevresel etkenlere karşı ne kadar iyi koruma sağladığını değerlendirir.
- Kalınlık Ölçümü : Oksit kaplamanın film kalınlığını doğrulamak için girdap akımı testi gibi teknikler kullanılır.
- Renk Tutarlılığı Kontrolü : Eloksallı parçalarda tekdüze renk bitişlerini garanti eder.
- Sızdırmazlık Kalite Testi : Anodize işleminin korozyon korumasını artırmak için uygun sızdırmazlıkla tamamlandığını doğrular.
Eloksal Kaplamada Sık Yapılan Hatalar Nelerdir ve Bunlardan Nasıl Kaçınılır?
Eloksallama, doğru şekilde gerçekleştirilmediği takdirde kusurlara yol açabilen karmaşık bir işlemdir. Bu yaygın hataları ve bunlardan nasıl kaçınılacağını anlamak, yüksek kaliteli bir yüzey elde etmek için çok önemlidir. İşte altı yaygın sorun ve çözümleri:
- Tutarlı Olmayan Renk Kaplamaları : Bu, düzensiz eloksal koşulları veya metal yüzeyin uygunsuz temizliği nedeniyle oluşur. Bunu önlemek için, düzgün temizlik sağlayın ve sıcaklık ve akım yoğunluğu gibi tutarlı işlem parametreleri kullanın.
- Zayıf Yapışma : Bu kusur, oksit tabakasının düzgün bir şekilde oluşmaması durumunda, genellikle kirleticiler veya yetersiz temizlik nedeniyle oluşur. Parçaları iyice temizleyerek ve oksit kaplamanın güçlü yapışmasını sağlamak için yüksek kaliteli bir elektrolit banyosu kullanarak bunu önleyebilirsiniz.
- Yanma : Yüksek akım yoğunluğu veya yetersiz çalkalama, metal yüzeyde yanmaya neden olabilir. Bunu düzeltmek için, akım ayarlarını dikkatlice izleyin ve anodizasyon işlemi sırasında ısıyı eşit şekilde dağıtmak için uygun çalkalamayı sağlayın.
- Yetersiz Korozyon Direnci : Uygunsuz şekilde kapatılmış bir oksit tabakası, korozyon korumasının azalmasına yol açabilir. Genellikle sıcak su veya bir sızdırmazlık solüsyonu ile yeterli sızdırmazlık sağlanması, anodize edilmiş parçanın korozyon direncini artırabilir.
- Yetersiz Film Kalınlığı : Bu sorun yanlış anodizasyon süresi veya elektrolit konsantrasyonundan kaynaklanır. İstenilen film kalınlığını elde etmek için zaman ve sülfürik asit konsantrasyonu dahil anodizasyon parametrelerini ayarlayın.
- Yüzey Çizgileri : Çizgiler, düzensiz akım dağılımından veya parçaların uygunsuz şekilde yerleştirilmesinden kaynaklanır. Bunu önlemek için, parçaların düzgün bir şekilde yerleştirildiğinden ve tüm yüzeylerde eşit bir akım akışı sağlandığından emin olun.
Eloksal Maliyeti Nasıl Hesaplanır?
Anodizasyonun maliyetini hesaplamak, projenin özelliklerine bağlı olarak değişebilen birkaç faktörü içerir. Maliyeti belirlemek için aşağıdaki temel faktörleri göz önünde bulundurun:
- Anodizasyon Çeşitleri : Tip II sülfürik asit veya tip III sert kaplama anodizasyonu gibi farklı anodizasyon prosesleri, anodizasyon prosesi gereksinimlerindeki farklılıklar nedeniyle farklı maliyetlere sahiptir.
- Malzeme ve Yüzey Alanı : Alüminyum veya titanyum gibi metal türü ve anodize edilecek toplam yüzey alanı hem malzeme maliyetlerini hem de işleme süresini etkiler. Daha büyük yüzey alanları daha fazla kaynak ve zaman gerektirir.
- Oksit Tabakasının Kalınlığı : İstenilen film kalınlığı maliyeti etkiler, çünkü daha kalın kaplamalar daha uzun anodizasyon süreleri ve daha fazla elektrik gerektirir.
- Parçaların Karmaşıklığı : Karmaşık parçalar özel işleme veya ek zamana ihtiyaç duyabilir ve bu da genel maliyeti etkiler. Sıkı toleranslar veya karmaşık geometriler gibi özellikler karmaşıklık ekler.
- Renk Kaplamaları : Belirli renk kaplamaları için boya eklemek maliyetleri artırabilir. Özel renkler veya mat veya saten kaplamalar gibi özel kaplamalar genellikle ek ücretlere neden olur.
- Üretim Hacmi : Büyük ölçekli üretim genellikle ölçek ekonomilerinden yararlanır ve parça başına maliyeti azaltır. Ancak küçük partiler veya özel işler birim başına daha fazla maliyete sahip olabilir.
- İşçilik ve Genel Giderler : İşçilik maliyetleri ve ekipman bakımı ve kimyasal elleçleme dahil tesis genel giderleri genel giderlere katkıda bulunur. Operatör uzmanlığı ve proses verimliliği gibi faktörler de rol oynar.
- Ek İşlemler : Temizleme, aşındırma ve eloksal sonrası sızdırmazlık veya toz kaplama gibi yüzey bitirme işlemleri gibi ön eloksal işlemleri maliyetlere eklenebilir.
Eloksal Kaplama Diğer Sonlandırma Yöntemlerine Göre Maliyet Etkin midir?
Anodizasyon, diğer sonlandırma yöntemlerine kıyasla uzun süreli faydaları nedeniyle genellikle maliyet açısından uygun olarak kabul edilir. Basit kaplama veya boyamadan daha yüksek bir ilk maliyeti olsa da, anodizasyon üstün dayanıklılık, aşınma direnci ve korozyon koruması sağlayarak uzun vadede daha ekonomik bir seçenek haline getirir. Anodizasyon işlemi, soyulabilen veya aşınabilen kaplamaların aksine, temel metale entegre bir alüminyum oksit tabakası oluşturarak metal yüzeyini iyileştirir.
Eloksallı Parçalar Güvenli midir?
Eloksallı parçalar, eloksallama işlemi sırasında oluşan koruyucu oksit tabakası sayesinde genellikle çok çeşitli uygulamalar için güvenlidir. Bu tabaka mükemmel korozyon direnci ve dayanıklılık sağlayarak eloksallı parçaları tüketici ürünleri, tıbbi cihazlar ve gıda hazırlama ekipmanlarında kullanıma uygun hale getirir. Toksik olmayan alüminyum oksit tabakası kimyasal olarak kararlıdır ve parçaların yüzey sertliğini artırarak zararlı maddelerin salınmasını önler.
Anodize edilmiş parçaların kullanımında bazı güvenlik ipuçları şunlardır:
- Sert Kimyasallardan Kaçının : Oksit kaplamanın bütünlüğünü korumak ve korozyonu önlemek için hafif temizlik maddeleri kullanın.
- Düzenli Olarak Denetleyin : Güvenlik ve performans standartlarını korumak için aşınma veya hasar belirtilerini kontrol edin.
- Uygun Kurulum : Aşırı gerilmeyi veya hasarı önlemek için anodize bileşenlerin doğru şekilde takıldığından emin olun.
- Bakım : Eloksallı parçaların iyi durumda kalmasını sağlamak için periyodik olarak temizleyin ve inceleyin.
- Depolama : Eloksallı ürünleri, korozyona yol açabilecek nem oluşumunu önlemek için kuru bir ortamda saklayın.
- Taşıma : Oksit tabakasına zarar verebilecek çizik veya eziklerden kaçınmak için parçaları dikkatli tutun.
Eloksal İşlemi Genellikle Ne Kadar Sürer?
Eloksallama işlemi genellikle istenen oksit tabakasının türüne ve kalınlığına bağlı olarak bir ila iki saat arasında sürer. Bu zaman dilimini etkileyen faktörler arasında, tip II sülfürik asit eloksallama veya tip III sert kaplama eloksallama gibi belirli eloksallama işlemi ve eloksallanan parçaların yüzey kaplaması ve malzemesi yer alır.
Süre, parçaların karmaşıklığı, eloksal tankının büyüklüğü ve kullanılan ekipmanın kapasitesi gibi faktörlerden de etkilenebilir.
Eloksal Kaplamanın Çevresel Etkileri Nelerdir?
Eloksal kaplama, diğer metal kaplama işlemlerine kıyasla çevre dostu bir yüzey işlemi olarak kabul edilir.
Birincil faydalardan biri, anodizasyonun çevreye zararlı yan ürünler salmamasıdır. İşlem, metalin yüzeyinde dayanıklı bir alüminyum oksit tabakası oluşturan, korozyon direncini ve aşınma korumasını artıran bir elektrokimyasal reaksiyon içerir.
Bu oksit tabakası toksik değildir ve ürünün kullanım ömrünün uzamasına katkıda bulunarak, sık sık değiştirme ihtiyacını ve dolayısıyla atık miktarını azaltır.
Eloksal işleminde genellikle sülfürik asit, kromik asit veya fosforik asit kullanılır, ancak bu kimyasallar çevresel etkiyi en aza indirmek için eloksal tankında geri dönüştürülür.
Bazı kaplama süreçlerinin aksine, anodizasyon ekolojik riskler oluşturabilecek ağır metalleri içermez. Anodizasyon, elektrolit banyosunun yeniden kullanılabilmesi ve oluşan herhangi bir çamurun genellikle çevre düzenlemelerine uygun şekilde işlenip bertaraf edilmesi nedeniyle minimum atık oluşturur.
Eloksal Kaplamayı Diğer Metal Kaplama Tekniklerinden Farklı Kılan Nedir?
Eloksal kaplama, metal yüzeyinde oksit tabakası oluşturan elektrokimyasal bir işlem olması nedeniyle diğer metal kaplama tekniklerinden farklıdır.
Elektrokaplama gibi metal kaplama ekleyen yöntemlerin aksine, anodizasyon, öncelikle alüminyum olmak üzere metal yüzeyin kendisinin dönüştürülmesini içerir. Bu anodizasyon işlemi, yüzeye yabancı maddeler eklemeden korozyon direncini, aşınma direncini ve yüzey kalitesini artırır.
Eloksal ve Elektrokaplama
Anodizasyon ve elektrokaplama yaklaşımlarında önemli ölçüde farklılık gösterir. Anodizasyon, parçayı genellikle tip II sülfürik asit kullanarak bir elektrolit banyosuna daldırarak bir oksit tabakası oluşturur ve bu da oksijen iyonlarının alüminyumla reaksiyona girmesine neden olur. Buna karşılık, elektrokaplama, bir elektrik akımı kullanarak temel metale bir metal tabakası biriktirir.
Eloksal Kaplamanın Elektrokaplamaya Göre Avantajları:
- Dayanıklılık: Eloksal kaplama, daha kalın bir oksit tabakası oluşturarak aşınma direncini ve korozyon korumasını artırır.
- İletken Olmayan Yüzey: Elektriksel izolasyon gerektiren uygulamalar için idealdir.
Elektrokaplamanın Anodizasyona Göre Avantajları:
- Elektriksel İletkenlik: Elektronik bileşenler için önemli olan elektriksel iletkenliği korur.
- Çeşitli Metaller: Belirli uygulamalar için altın veya nikel gibi çeşitli metal kaplamalar sunar.
Ne Zaman Kullanılır:
- Eloksal Kaplama: Özellikle alüminyum parçalarda yüzey sertliği ve korozyon direncinin ön planda olduğu durumlarda kullanılır.
- Elektrokaplama: İletkenlik ihtiyaçlarınız için veya özel metal kaplamaların eklenmesi gerektiğinde seçin.
Eloksal ve Toz Kaplama
Toz kaplama ve eloksal, metal yüzeylerin görünümünü ve dayanıklılığını artırmak için popülerdir. Toz kaplama, yüzeye pişirilen renkli bir toz uygularken, eloksal, alüminyum yüzeyin kendisini dönüştüren bir elektrokimyasal işlem içerir.
Eloksal Kaplamanın Toz Kaplamaya Göre Avantajları:
- Uzun Vadeli Dayanıklılık: Alüminyum oksit tabakası üstün aşınma direnci sağlar.
- Renk Stabilitesi: UV ışınlarına dayanıklıdır, zamanla renk kalitesini korur.
Toz Kaplamanın Eloksal Kaplamaya Göre Avantajları:
- Geniş Renk Yelpazesi: Daha estetik seçenekler sağlayan çeşitli renk ve dokular sunar.
- Çoklu Metallere Uygulanabilir: Çelik, alüminyum ve diğer metal yüzeyler için uygundur.
Ne Zaman Kullanılır:
- Eloksal: Özellikle alüminyum için korozyon direncinin ve aşınma direncinin kritik önem taşıdığı uygulamalar için idealdir.
- Toz Boya: Estetik amaçlı geniş bir renk ve yüzey yelpazesine ihtiyaç duyulduğunda kullanılır.
Çözüm
Eğer üretim veya ürün tasarımıyla ilgileniyorsanız, o zaman eloksal işleminin nasıl çalıştığını bilmeniz gerekir, çünkü dekoratif ve parlak bir eloksal oksit kaplama elde etmeyi başka nasıl planlayabilirsiniz ki?
Eloksal kaplama, dayanıklılık ve gelişmiş korozyon direnci de dahil olmak üzere birçok avantajla birlikte gelir.
Bir sonraki projenizi planlarken, yüksek kaliteli bir yüzey elde etmek ve ürünlerinizin ömrünü uzatmak için eloksal kaplamayı değerli bir seçenek olarak değerlendirin.
SSS
1. Eloksallı Parçalar Ne Kadar Dayanıklıdır?
Eloksallı parçalar, alüminyum yüzeyinde kalın bir oksit kaplamanın oluşması nedeniyle oldukça dayanıklıdır. Bu katman, mükemmel aşınma direnci ve korozyon koruması sağlayarak çeşitli uygulamalar için uygundur. Eloksallama işlemi, yüzey sertliğini artırarak parçaların zorlu koşullar altında bile yüzeylerini korumasını sağlar.
2. Eloksallı Metal Zorlu Ortamlarda Ne Kadar Dayanıklıdır?
Eloksallı metal, sağlam oksit tabakası sayesinde zorlu ortamlarda oldukça dayanıklıdır. Bu tabaka, aşınma ve oksidasyona karşı koruma sağlayarak korozyon direncini önemli ölçüde artırır. Eloksal işlemi, özellikle işlenmemiş metallerin bütünlüğünü tehdit eden ortamlarda etkili olan kalın bir alüminyum oksit kaplaması oluşturur ve eloksallı parçaların mukavemetini ve yüzey kalitesini korumasını sağlar.
3. Eloksal Kaplamada Hangi Sıvı Kullanılır?
Anodize işlemi öncelikle sülfürik asitten oluşan bir elektrolit banyosu kullanır. Bu banyo, metal yüzeyinde oksit kaplamayı oluşturan elektrokimyasal işlemi kolaylaştırır. Tip II sülfürik asit anodize işleminde, oksijen iyonları alüminyum iyonlarıyla etkileşime girerek koruyucu bir alüminyum oksit tabakası oluşturur. Kromik asit gibi diğer sıvılar da, istenen yüzey kaplamalarını ve özelliklerini elde etmek için kromik asit anodize işlemi gibi belirli anodize işlemleri için kullanılır.
4. Anodizasyon Solüsyonu Nasıl Yapılır?
Bir anodize solüsyonu yapmak için sülfürik asit, damıtılmış su ve bir kaba ihtiyacınız olacak. Solüsyon genellikle su ve tip II sülfürik asit karışımından oluşur ve anodize işlemi için elektrolit banyosu olarak kullanılır. Genellikle alüminyum olan metal parça, oksijen iyonlarının metal yüzeyinde bir oksit tabakasının oluşumunu kolaylaştırdığı ve korozyon direncini artırdığı bu solüsyona daldırılır.
5. Evde Eloksal İşlemi Yapılabilir mi?
Eloksallama, doğru ekipman ve önlemlerle evde yapılabilir. Elektrokimyasal işlemi kolaylaştırmak için bir eloksallama tankına, sülfürik asit çözeltisine ve bir güç kaynağına ihtiyacınız olacak. Mümkün olsa da, evde eloksallama, tutarlı bir alüminyum oksit tabakası elde etmek, alüminyum parçaların aşınma direncini ve yüzey kalitesini artırmak için kimyasalların dikkatli bir şekilde işlenmesini ve hassas bir kontrol gerektirir.
6. Eloksal, Boyamadan Daha Ucuz Mudur?
Eloksallama, özellikle dayanıklılık ve aşınma direncinin kritik olduğu büyük ölçekli uygulamalar için boyama işleminden daha uygun maliyetli olabilir. Eloksallama işlemi için ilk kurulum daha yüksek olsa da, uzun vadeli faydaları arasında daha az bakım ve gelişmiş korozyon direnci bulunur. Eloksallama sırasında oluşan alüminyum oksit tabakası, geleneksel boyadan daha kalın bir oksit tabakası sunarak onu değerli bir yatırım haline getirir.
7. Eloksal Pası Durdurur Mu?
Eloksal, özellikle alüminyum olmak üzere metalin yüzeyinde koruyucu bir oksit tabakası oluşturarak korozyon direncini önemli ölçüde artırır. Çinko kaplamanın çelik için yaptığı gibi pası önlemese de, eloksal, korozyona ve aşınmaya karşı etkili bir bariyer sağlar. Bu, eloksallı parçaları zorlu ortamlar için ideal hale getirir ve metalin bütünlüğünü ve görünümünü korumaya yardımcı olur.
8. Anodizasyonda 720 Kuralı Nedir?
720 kuralı, anodizasyon işlemi sırasında oluşan oksit tabakasının kalınlığını hesaplamak için kullanılan bir kılavuzdur. Alüminyum üzerinde belirli bir anod kaplama kalınlığı elde etmek için, akım yoğunluğu ve dakika cinsinden zamanın çarpımının 720’ye eşit olması gerektiğini belirtir. Bu, tutarlı korozyon direnci ve yüzey kalitesi elde etmeye yardımcı olur.
9. İki Kez Eloksal Yapılabilir Mi?
Evet, bir parça üzerinde iki kez eloksallama yapılabilir, ancak işlem dikkatli bir planlama gerektirir. İlk eloksallama işlemi, korozyon direncini ve aşınma direncini artıran bir oksit tabakası oluşturur. Yeniden eloksallama gerekiyorsa, eloksal solüsyonu tekrar uygulanmadan önce, genellikle nitrik asit gibi kimyasallar kullanılarak mevcut oksit tabakası sıyrılmalıdır. Bu yaklaşım, istenen yüzey kaplamalarının elde edilmesine yardımcı olabilir.